


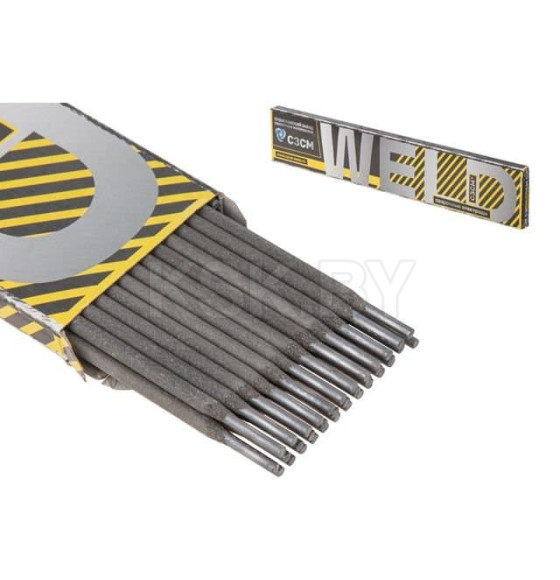




















Электрод для сварки углеродистых и низколегированных конструкционных сталей перлитного класса с минимальным пределом текучести не более 360 МПа. Напряжение холостого хода источника тока 70±5В. Коэффициент наплавки 8,5 г/Ач. Расход электродов на 1 кг наплавленного металла 1,7 кг. Сварка возможна короткой и средней дугой, хорошо перекрывают зазоры.
Прокалка перед сваркой: 100±10°C 1 час
Химический состав: C <= 0,120; Mn 0,350-0,700; P <=0,045; S <=0,040; Si 0,150-0,300.
Страна производства: Россия
Изготовитель: ООО "Судиславский завод сварочных материалов - Инвест", г. Челябинск, ул. Энгельса, д. 99-А, пом. 1, Россия
Поставщик в РБ: Общество с ограниченной ответственностью «ТД Комплект», г.Минск, ул. Кнорина,д.50,к.302 А





